产品列表PRODUCT LIST
CONTACT US联系我们
- 西安华为塑料管业有限责任公司
- 电 话 :029-86211353
- 传 真 :029-86211353
- 手机: 13892833686
- 邮 箱 :2390545778@qq.com
- 网 址 :www.xahwgy.net
- 地 址 :西安市户县渭河生态园
产品展示

名称:
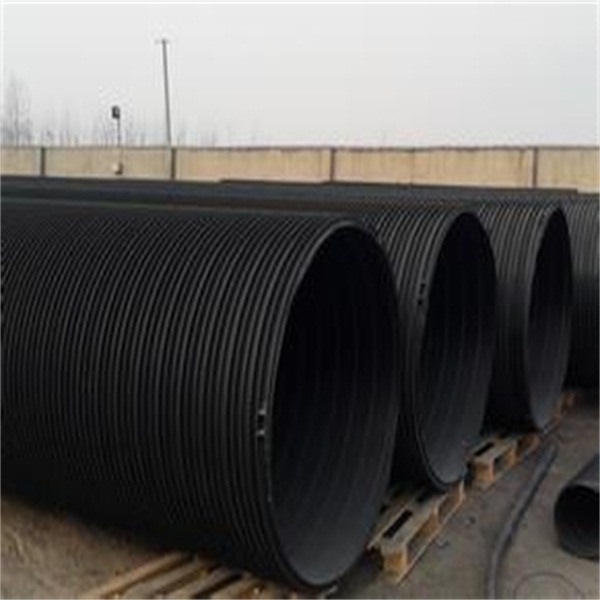
HDPE塑钢缠绕管
品牌:
规格:
价格:
时间:2016-6-3 0:00:00
四、管道连接
1、不锈钢卡箍连接要点:
1)连接前先检查管材表面、肋片顶面是否平整破损、有无凸凹或钢带裸露。检查塑料密封块是否焊接牢固,与管体和肋片之间有无缝隙,如有问题应及时修补。
2)清除管内杂物,清洁管端连接部位。
3)将管道放置在地基上,对齐管道,管道连接处的地基上要挖有适合连接操作的操作坑。
4)将1.5mm橡胶套套入管材端部,套入长度为橡胶套的一半,然后将另一半翻折回来套在同一管端。
5)将两根管材管端对正(轴线平直),并留出不小于10mm的伸缩间隙,然后将橡胶套翻回套在另一侧管端。
6)将发泡橡胶板缠绕在橡胶套外面,发泡橡胶板应自然均匀贴合在橡胶套外,对 口自然对靠且处于管顶中部,用胶带粘和固定。
7 )将不锈钢活套圈套在橡胶板外。对不锈钢活套(供应状态为平板)的弯曲成型过程中,应保持连续圆顺的变形,不得出现死弯或折皱。
不锈钢套弯曲围套到位后,穿上并逐渐拧紧螺栓,在拧紧时应边紧边用橡皮锤敲击不锈钢套外表面,保证钢套与橡胶套均匀贴合,敲击力应适度,不得使板面上出现塑性凹陷。
2、电热熔连接施工要点:
1)将待连接二根管材端口对齐对靠并尽可能同轴,在管材椭圆度较大时应尽可能使二根管材端口长短轴对应。
2)将电热熔带敷设于二根管材连接处内壁上,电热熔带搭接口及接线柱应位于管材上方;热熔带宽度方向上的中心线应尽可能与两管端对接线在同一垂直面上。
3)在电热熔带搭接处,用仿形热熔片将空隙填充;
4)使用支承机具将电热熔带撑圆并均匀压紧贴合在管材内壁上,机具的所有压板均应整齐无遗漏的覆盖压合在热熔带上。
5)将热熔焊机(电源)与电热熔带电热回路连接,依管材生产厂家提供的电流、通电时间等焊接工艺参数进行通电加热焊接。通电加热焊接过程中,
电流可能有一定的连续稳定降低过程,但不得有升降突变,电热熔带熔焊区的表面温度在圆周上应是相对均匀的,如出现异常情况应对接头进行详细检查并采取相应措施。
6 )焊接完毕后,进行自然冷却(一般≥40min),冷却过程中不许移动焊接机具,并保证接头不受外力作用,冷却后移动机具到下一个工作点。五、回填
1、回填前必须将槽底杂物如砖块等清理干净。
2、在密闭性检验前,除接头部位可外露外,管道两侧管顶以上(不宜小于0.5m)须回填,密闭性检验合格后,应及时回填其余部分。
3、回填过程中,槽内应无积水,不得带水回填。如果雨季施工排水困难时,应采 取随下管连接随回填的措施,为防止漂管,应先回填到管顶(至少0.5m),并夯实。
4、沟槽回填,应先从管线、检查井等构筑物两侧同时对称回填,确保管线与构筑物不产生位移。
5、从管底基础至管顶以上0.5m范围内,必须采用人工回填,严禁用机械推土回填。
6、管顶0.5m以上采用机械回填时应从管轴线两侧同时均匀进行,并夯实、碾压。
7、当沟槽采用钢板桩支护时,在回填达到规定高度后,方可拔除钢板桩。拔除后,应及时回填桩孔,并应采取措施填实。当采用砂灌填时,可冲水密实;也可采用边拔桩边注浆的措施。
8、沟槽回填时应严格控制管道的竖向变形。当管径较大、管项覆土较高时,可在管内设置临时支撑或采用预变形等措施。
来源:http://www.xahwgy.net/supply/4.html
时间:2016-6-3 0:00:00